If you’ve been exploring large-scale additive manufacturing, you’ve probably come across the term FGF — and wondered how it differs from the FFF printers most people know. The distinction matters more than you’d think, especially if you’re printing at industrial scale, working with engineering-grade materials, or trying to reduce per-part cost without sacrificing structural integrity.
This guide explains exactly what FGF 3D printing is, how the technology works at a mechanical level, where it outperforms filament-based printing, and when it’s the right (or wrong) choice for your production workflow. Whether you’re evaluating equipment for automotive tooling, architectural facades, marine components, or large sculpture production, you’ll find clear, practical answers here.
What Is FGF 3D Printing?
FGF stands for Fused Granular Fabrication. It is a material extrusion process that melts raw plastic pellets — the same granular feedstock used in conventional injection molding — and deposits them layer by layer to build three-dimensional parts.
Unlike FFF (Fused Filament Fabrication), which feeds pre-manufactured filament spools through a heated nozzle, FGF uses a screw extruder mechanism to process bulk pellet material directly inside the print head. This fundamental difference in feedstock and extrusion method is what gives FGF its distinct cost profile, scalability, and material flexibility.
Quick Definition: FGF 3D printing = pellet-based material extrusion using screw extrusion technology, capable of producing parts at scales and speeds not achievable with standard filament printers.
How Does FGF 3D Printing Work?
The Screw Extrusion Mechanism
At the core of every FGF system is a screw extruder — the same principle used in injection molding and plastic extrusion manufacturing for decades. Here’s the process step by step:
- Pellet Loading — Raw plastic granules are loaded into a hopper attached directly to the print head or fed via an automatic conveyor system.
- Melting Zone — The screw rotates and pushes pellets forward through a heated barrel divided into multiple temperature zones (typically 3–4 zones for precision control).
- Homogenization — The screw’s geometry shears and blends the melt, ensuring a consistent, bubble-free material flow before it reaches the nozzle.
- Deposition — Molten material is extruded through the nozzle onto the build platform, following the path defined by the sliced 3D model.
- Layer Fusion — Each new layer bonds thermally to the previous one as the material cools and solidifies.
This process differs fundamentally from FFF, where a pre-formed filament is simply pushed through a simple heated nozzle without any screw action.
Multi-Zone Intelligent Heating
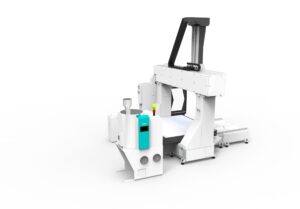
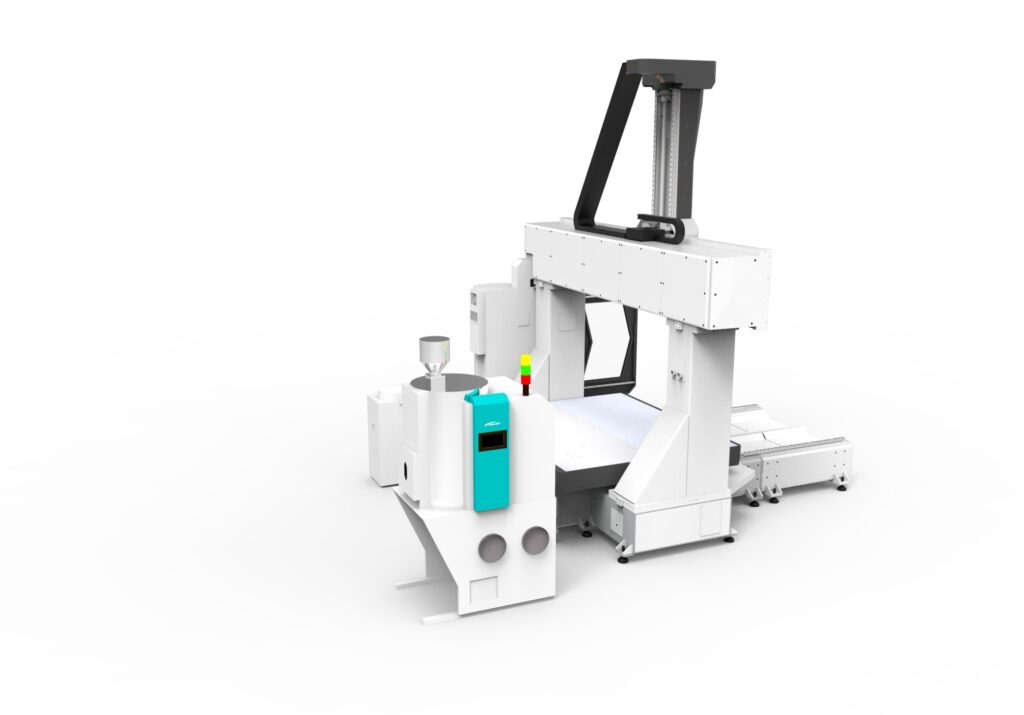
High-performance FGF systems — like the FGF pellet printing systems from GFac — use multi-zone intelligent heating to manage temperature with precision across the entire barrel length. This prevents premature solidification, controls melt viscosity, and allows the system to handle a wide range of materials from basic PLA to demanding engineering polymers like PESU+CF or PPS+CF.
GFac’s FGF series supports up to 450°C nozzle temperature, making it compatible with high-performance thermoplastics that most desktop and mid-range printers simply cannot process.
FGF vs FFF: What’s the Real Difference?
This is the question most engineers and procurement teams want answered clearly. Here’s a direct comparison:
| Feature | FGF (Fused Granular Fabrication) | FFF (Fused Filament Fabrication) |
|---|---|---|
| Feedstock | Raw plastic pellets | Pre-manufactured filament spools |
| Material Cost | 60–90% lower than filament | Higher (includes filament processing markup) |
| Material Range | Virtually any melt-processable thermoplastic | Limited to available filament grades |
| Build Volume | Up to 3000 × 2000 × 1000 mm | Typically up to 1000 × 1000 × 1000 mm |
| Print Speed | High deposition rates (large nozzle options) | Moderate; limited by filament feed rate |
| Layer Resolution | 0.4 mm – 16 mm nozzle range | 0.3 mm – 2.0 mm nozzle range |
| Part Size | Industrial-scale, full production parts | Prototypes to medium production runs |
| Best For | Large molds, tooling, full-scale parts | Precision prototypes, smaller components |
| Machine Weight | 350 kg – 16,000 kg | 25 kg – 550 kg |
| Capital Cost | Higher | Lower |
| Per-Part Cost at Scale | Significantly lower | Higher |
The core trade-off: FFF wins on upfront cost and fine detail resolution. FGF wins on scale, material cost, and throughput.
For teams producing parts larger than 400 × 400 mm at any meaningful volume, or working with specialty polymers not available in filament form, FGF typically delivers a far better total cost of ownership.
For smaller, high-precision work, GFac’s FFF filament printers offer an excellent complement to FGF systems within the same manufacturing workflow.
Why Does Material Cost Matter So Much in FGF?
Let’s put numbers to this. Industrial-grade ABS filament typically costs $15–30 USD per kilogram. The equivalent ABS pellets used in injection molding grade applications cost $2–6 USD per kilogram — sometimes less at volume.
For a part that consumes 50 kg of material, that’s the difference between $750–1,500 in filament versus $100–300 in pellets. Multiply that across a production run of tooling fixtures, molds, or architectural panels, and the savings become substantial.
This is why large-format FGF is increasingly the preferred approach for:
- Automotive tooling — jigs, fixtures, check gauges, and low-volume end-use components
- Mold and casting patterns — sand casting patterns, foam molds, lost-material molds
- Architectural elements — irregular facade panels, curtain wall components, decorative cladding
- Marine components — hull models, custom fittings, shipbuilding templates
- Large sculpture — museum installations, public art, branded commercial displays
FGF Material Capabilities: What Can You Actually Print?
One of FGF’s most significant advantages is its compatibility with the full spectrum of industrial thermoplastics — many of which are unavailable in filament form or prohibitively expensive as filaments.
Common FGF Pellet Materials
| Material | Key Properties | Typical Applications |
|---|---|---|
| ABS | Impact-resistant, heat-tolerant | Automotive parts, housings, tooling |
| TPU | Flexible, elastic, abrasion-resistant | Seals, grips, soft-touch components |
| PC+CF | Carbon fiber reinforced, very rigid | Structural brackets, aerospace tooling |
| PA+GF | Glass-filled nylon, heat-resistant | Engine bay components, industrial fixtures |
| PLA | Bio-based, easy to process | Prototypes, display props, models |
| PP+GF | Chemical resistant, glass-filled | Chemical industry components, tanks |
| PETG | Balanced, water-resistant | Enclosures, food-contact applications |
| PESU+CF | High-performance carbon fiber | Aerospace molds, high-temp tooling |
| PPS+CF | Extreme chemical/temp resistance | Chemical processing, automotive |
GFac’s FGF pellet materials portfolio covers all of these grades, with application support to help you select the right material for your operating conditions.
Large Format FGF: How Big Can You Actually Print?
Build volume is where FGF separates itself entirely from filament-based systems. While the largest FFF machines top out around 1000 × 1000 × 1000 mm, FGF systems can produce parts that were previously manufacturable only through traditional subtractive machining, casting, or multi-part assembly.
GFac’s FGF lineup spans four tiers:
Compact FGF Series
- JS-FGF-800Pro: 800 × 600 × 800 mm — entry-level pellet printing, nozzles 0.4–2 mm
- JS-FGF-1200: 1200 × 1000 × 1000 mm — mid-range industrial
- JS-FGF-1800Pro: 1800 × 1200 × 1100 mm — large-scale production
Large FGF Series
- JS-FGF-AM-2420: 2400 × 2000 × 1350 mm, 45 kW, 6,000 kg machine
- JS-FGF-HM-2435: 3500 × 2400 × 1000 mm, 70 kW, 11,000 kg machine
Ultra-Large FGF Series
- JS-FGF-3000: 3000 × 2000 × 1000 mm molding machine
- JS-FGF-HM-3000: 3000 × 2000 × 1000 mm additive + subtractive hybrid, 16,000 kg
The JS-FGF-HM-3000 is particularly notable — it combines additive pellet printing with subtractive CNC machining in one machine, allowing rough near-net-shape printing followed by precision surface finishing without part transfer.

FGF Printing Applications by Industry
Automotive
Automotive teams use large-format FGF to produce check fixtures, body panel molds, bumper cores, and end-of-arm tooling for robotic assembly lines. Print-then-machine workflows — printing a near-net shape, then CNC machining critical surfaces — dramatically reduce lead time and cost compared to machined-from-solid alternatives.
Aerospace
Autoclave molds for composite layup, jigs for fuselage assembly, and tooling for interior components are all candidates for FGF production. Carbon fiber-reinforced materials like PC+CF and PESU+CF provide the stiffness and thermal stability required for these demanding environments.
Architecture and Facade
Irregular curtain wall panels, organic facade elements, and architectural models benefit enormously from FGF’s ability to produce one-off or short-run geometries that would be cost-prohibitive in traditional fabrication. Print speed at large nozzle diameters makes even 2–3 meter panels economically viable.
Sculpture and Public Art
Large-scale sculpture is one of the most natural fits for FGF. Artists and fabricators can produce 2–3 meter installations in a single continuous print, then finish the surface as needed. The GFac industrial 3D printing solutions are actively used for museum exhibits, commercial displays, and event installations across Asia.
Marine and Shipbuilding
Hull form models, bracket prototypes, custom marine fittings, and shipbuilding templates are all achievable with FGF. The material options — including chemically resistant PP+GF — extend the technology’s relevance to actual marine-environment components, not just models.
Medical
Anatomical models for surgical planning, patient-specific prosthetic sockets, and orthotic components are increasingly being produced via large-format additive manufacturing. FGF’s biocompatible-grade material options and scalability make it viable for both institutional and commercial medical manufacturing.
Advantages of FGF 3D Printing
- Dramatically lower material cost — Pellets cost a fraction of equivalent filament grades
- Wider material compatibility — Process virtually any thermoplastic that exists in pellet form
- Larger build volumes — Parts up to 3 × 2 × 1 meters in a single print
- Higher deposition rates — Large nozzles allow fast material throughput for big parts
- Process familiarity — Screw extrusion is the same principle as injection molding; materials behave predictably
- Hybrid manufacturing potential — Additive + subtractive in systems like the JS-FGF-HM-3000
Limitations of FGF 3D Printing
- Lower dimensional precision — Large nozzle diameters mean coarser layer lines vs. filament systems
- Post-processing often required — Surfaces typically need sanding, machining, or coating for functional finish
- Higher capital investment — Industrial FGF machines are significantly more expensive than desktop FFF
- Larger footprint — These are factory-floor machines, not bench-top equipment
- Not ideal for small, intricate parts — FFF or SLA/SLS are better choices for fine detail work
How to Evaluate an FGF System: Key Specifications to Check
When comparing FGF machines, these are the specifications that actually matter for production:
1. Build Volume — Match this to your largest expected part size, with margin. Don’t buy to the edge of your requirement.
2. Nozzle Diameter Range — Wider ranges give more flexibility. GFac systems offer 0.4 mm to 16 mm depending on model.
3. Maximum Nozzle Temperature — 350°C covers most commodity and engineering thermoplastics. 450°C is required for high-performance polymers like PESU+CF and PPS+CF.
4. Heating Zones — More zones = better melt consistency = better part quality, especially for fiber-reinforced materials.
5. Drive System — Servo motor drives (used in all GFac FGF models) deliver better positional accuracy and repeatability than stepper motor alternatives.
6. Feeder System — For large or long prints, automatic feeders prevent material interruption. GFac’s large series includes all-in-one automatic feeders with up to 100 kg hopper capacity.
7. Control System — CNC control systems, like those used across GFac’s FGF line, provide the process stability and programmability required for industrial production.
8. Machine Weight and Build Quality — Heavier, more rigid machines produce better results on large parts. Vibration during printing translates directly into surface quality defects.
To explore full technical specs for each model, visit GFac’s FGF printer range.
FGF vs. Injection Molding: When Should You Choose Additive?
This is a question that comes up often in automotive and consumer goods contexts. Here’s a practical framework:
Choose injection molding when:
- You need more than 500–1,000 identical parts
- Surface finish requirements are very high
- Wall thickness is uniform and thin (< 4 mm)
- You have long-term volume forecasts that justify tooling investment
Choose FGF when:
- You need parts quickly without tooling lead time (typically 8–16 weeks for injection molds)
- Part geometry is complex or frequently changing
- You’re producing fewer than 100–300 parts
- Part size exceeds injection molding machine capacity
- You’re producing the mold itself for another process
Many users of GFac industrial 3D printing solutions actually use FGF to produce injection mold patterns and casting tools — using additive manufacturing to accelerate the traditional toolmaking process rather than replace it.
Common Mistakes When Starting with FGF 3D Printing
1. Choosing nozzle diameter before part requirements — Define the surface quality and detail requirements of your parts first. Then select the nozzle. Larger nozzles print faster but leave more visible layer lines.
2. Underestimating post-processing — FGF parts almost always require some surface work. Budget for sanding, priming, or CNC finishing in your total part cost.
3. Ignoring material drying — Even high-quality pellets absorb moisture. Wet material causes bubbles, surface defects, and inconsistent extrusion. Always pre-dry materials per manufacturer specification.
4. Printing without material testing — Different pellet grades from different suppliers behave differently. Run test prints at smaller scale before committing to a large production run.
5. Neglecting bed preparation — Large FGF parts exert significant thermal stress during cooling. Proper bed adhesion and controlled cooling protocols prevent warping and delamination.
Expert Tips for Better FGF Print Results
- Use multi-zone heating to its full potential — Tuning each barrel zone independently gives you precise control over melt viscosity at the nozzle, which affects surface quality and layer bonding.
- Match infill to end use — Large molds and tooling often need high infill (60–80%) for rigidity. Display props and architectural models can run at 15–25%, saving significant material and print time.
- Think in terms of tool paths, not just shapes — The direction of your infill lines affects mechanical properties significantly in fiber-reinforced materials. Design your tool paths intentionally.
- Consider hybrid workflows — Print a rough near-net shape with large nozzles for speed, then machine critical surfaces. This is the approach GFac’s HM-series machines are explicitly designed for.
Frequently Asked Questions About FGF 3D Printing
What does FGF stand for in 3D printing? FGF stands for Fused Granular Fabrication. It is a material extrusion process that uses raw plastic pellets as feedstock, processed through a screw extruder to deposit material layer by layer.
How is FGF different from FFF? FFF (Fused Filament Fabrication) uses pre-manufactured filament spools. FGF uses raw plastic granules (pellets), which are significantly cheaper, available in a wider range of materials, and enable much higher deposition rates and build volumes.
What materials can be used in FGF 3D printing? FGF is compatible with virtually any thermoplastic available in pellet form, including ABS, TPU, PC+CF, PA+GF, PLA, PP+GF, PETG, PESU+CF, and PPS+CF. This includes many high-performance materials not available as filaments.
How large can FGF 3D printers build? Current industrial FGF systems can produce parts up to 3000 × 2000 × 1000 mm in a single print. GFac’s ultra-large series includes machines capable of this build volume with both additive and subtractive capabilities.
Is FGF 3D printing accurate enough for industrial use? Yes, for the part types it’s designed for. FGF is not ideal for fine detail work (that’s where FFF, SLA, or SLS excel), but for large tooling, molds, structural fixtures, and architectural elements, its accuracy is well within industrial tolerance when designed appropriately.
Why are FGF machines so much heavier than FFF printers? FGF machines use industrial servo drive systems, heavy-duty gantry structures, large heated build platforms, and screw extruder assemblies — all significantly more robust than the lightweight motion systems in desktop FFF machines. This mass contributes directly to print stability and part quality.
What industries use FGF 3D printing most? Automotive, aerospace, architecture, marine/shipbuilding, sculpture, furniture, display/events, and medical are the primary industries currently adopting large-format FGF printing.
Can FGF replace injection molding? For most high-volume, thin-wall production, no. But FGF is increasingly used to produce injection molds themselves, to prototype parts before tooling investment, and to manufacture low-volume end-use parts that don’t justify the cost of injection mold tooling.
How much does an FGF 3D printer cost? Entry-level compact FGF systems start in the range of industrial equipment pricing. Large-format machines like the JS-FGF-HM-2435 or JS-FGF-HM-3000 represent significant capital investments. Contact GFac’s team for current pricing and configuration options.
Where can I learn more about GFac’s FGF systems? Full technical specifications, application examples, and material compatibility guides are available at gfac.sg. You can also explore their materials portfolio and learn about GFac.
Key Takeaways
- FGF (Fused Granular Fabrication) uses raw plastic pellets processed through a screw extruder — the same principle as injection molding — to build large 3D-printed parts.
- The primary advantage over FFF is material cost: pellets cost 60–90% less than equivalent filament grades, making large-part production economically viable.
- FGF enables build volumes up to 3 × 2 × 1 meters in a single print, far exceeding what filament systems can achieve.
- Material compatibility extends to high-performance engineering polymers (PC+CF, PESU+CF, PPS+CF) that aren’t available or practical in filament form.
- FGF is best suited for tooling, molds, architectural elements, large sculptures, and industrial fixtures — applications where part size and material cost matter more than fine surface resolution.
- Post-processing (sanding, CNC machining, or coating) is typically required for production-quality finishes.
- GFac offers a comprehensive lineup of FGF systems from compact 800 × 600 × 800 mm machines to ultra-large hybrid additive/subtractive systems at 3000 × 2000 × 1000 mm.
Ready to Explore FGF for Your Production Needs?
GFac manufactures industrial FFF and FGF 3D printers in Singapore and Zhuhai, serving automotive, aerospace, architecture, marine, and creative industries across Asia-Pacific.
Whether you’re evaluating your first pellet-based system or scaling an existing additive manufacturing operation, the GFac team can help you match the right machine and material combination to your specific production requirements.
Contact GFac’s team to discuss your application, request technical specifications, or arrange a demonstration.