Choosing between PLA, ABS, and PETG is the first real decision every 3D printing user faces — and it’s one where the wrong answer costs you time, material, and sometimes the part itself. Each filament behaves differently on the printer, performs differently in the real world, and suits entirely different applications. This guide breaks down PLA vs ABS vs PETG across every variable that actually matters: mechanical properties, print settings, heat resistance, chemical resistance, post-processing, cost, and specific industry use cases. By the end, you’ll know exactly which material fits your project — and which ones to avoid for your specific conditions.
Why This Comparison Actually Matters
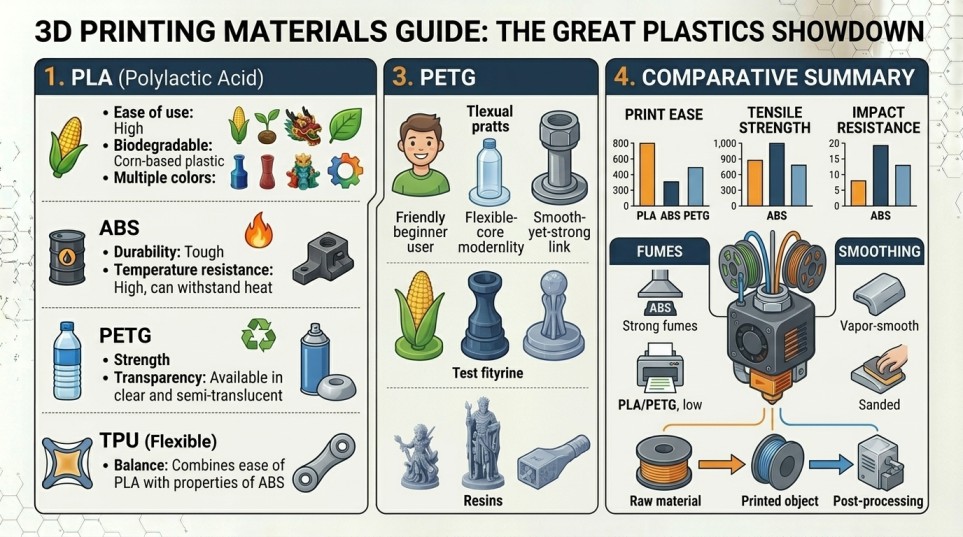
The three most widely used 3D printing filaments — PLA, ABS, and PETG — share one thing in common: they’re all thermoplastics that melt, deposit, and solidify. Beyond that, they behave very differently.
Manufacturers have printed automotive prototypes in ABS only to find the part warped off the bed mid-print. Designers have shipped PLA display props outdoors, only to find them sagging in summer heat. Engineers have chosen PETG for structural components without accounting for its lower rigidity relative to ABS under sustained load.
These aren’t hypothetical errors. They’re the predictable result of choosing material based on what’s popular rather than what’s appropriate.
The decision between PLA, ABS, and PETG should come from a clear understanding of:
- The mechanical loads the part will experience
- The temperature environment it will operate in
- The chemical or moisture exposure it will face
- The printing equipment and environment available to you
- The post-processing steps required
Explore GFac’s full FFF filament materials range for detailed specifications on all supported filament types.
What Is PLA? Properties, Strengths, and Limitations
Definition: PLA (Polylactic Acid) is a bio-based thermoplastic derived from renewable plant starch — typically corn or sugarcane. It’s the most widely printed filament material globally, valued for its ease of printing and low cost.
PLA Material Properties
| Property | Value |
|---|---|
| Print temperature | 190–230°C |
| Bed temperature | 50–70°C |
| Tensile strength | 40–60 MPa |
| Heat deflection temperature | ~55–60°C |
| Max recommended print speed | Up to 350mm/s |
| Shrinkage | Very low |
| Moisture sensitivity | Low |
| Biodegradable | Yes (industrial composting) |
Why PLA Is the Default Starting Material
PLA’s dominant position in desktop and light industrial 3D printing comes from a combination of properties that make it genuinely easy to work with:
Low print temperature means most desktop machines can handle it without high-end hot end upgrades. Near-zero warping means prints stay on the bed through completion without enclosures, heated chambers, or adhesion treatments beyond a clean glass or PEI surface. Fast printing — GFac FFF systems handle PLA at up to 350mm/s, the highest speed rating of the three materials — makes it the preferred choice for rapid iteration and high-volume prototype production.
PLA is also the material of choice when color accuracy and surface finish matter. It accepts paint and primer cleanly, produces sharp feature detail at fine layer heights, and is available in an enormous range of colors and specialty variants (wood-fill, marble, silk, matte).
Where PLA Falls Short
The single biggest limitation of PLA is its heat deflection temperature of approximately 55–60°C. Leave a PLA part in a parked car on a warm day — interior temperatures easily reach 70–80°C — and it will deform. Functional parts near any heat source, under direct sunlight, or in warm industrial environments will fail.
PLA is also more brittle than ABS or PETG under impact. A thin-walled PLA part dropped on a hard floor often cracks or shatters where ABS would dent and PETG would flex and survive.
PLA is not suitable for:
- Outdoor applications in warm climates
- Any part near heat sources
- Components subject to repeated impact
- Applications requiring chemical resistance
- Food contact in hot conditions
PLA Real-World Applications
- Museum and exhibition sculpture props
- Architectural scale models and maquettes
- Consumer product appearance prototypes
- Educational and classroom projects
- Cultural and creative display pieces
- Rapid iteration prototypes where speed matters more than durability
GFac’s large-format FFF filament printer series — particularly the GM1000 with its 1000×1000×1000mm build volume — produces large PLA display structures, architectural models, and event props at production speed.
Expert tip: PLA’s speed advantage compounds at scale. If you’re producing large display props or exhibition pieces where heat isn’t a factor, printing in PLA at high speed on a large-format machine is often three to four times faster than equivalent ABS prints — with less post-processing required.
What Is ABS? Properties, Strengths, and Limitations
Definition: ABS (Acrylonitrile Butadiene Styrene) is a petroleum-derived engineering thermoplastic known for its toughness, heat resistance, and impact performance. It’s been an engineering material staple in injection molding for decades before becoming a common 3D printing filament.
ABS Material Properties
| Property | Value |
|---|---|
| Print temperature | 220–270°C |
| Bed temperature | 60–80°C |
| Tensile strength | >43 MPa |
| Heat deflection temperature | ~80–100°C |
| Max recommended print speed | Up to 200mm/s |
| Shrinkage | Moderate to high |
| Moisture sensitivity | Low |
| Biodegradable | No |
Why Engineers Choose ABS
ABS delivers heat resistance and toughness that PLA simply cannot match. The ~80–100°C heat deflection temperature makes it viable for under-hood automotive prototypes, electronics housings in warm environments, functional brackets near motors or heating elements, and any application where a PLA part would deform.
Beyond heat, ABS absorbs impact significantly better than PLA. The material has a degree of elasticity at its molecular level — the butadiene component introduces rubbery character that lets ABS dent and deform under impact rather than fracturing.
ABS also responds exceptionally well to post-processing. It sands easily, accepts paint and primer without adhesion issues, and — uniquely — can be acetone-vapor smoothed to produce a near-injection-molded surface finish. Acetone dissolves the ABS surface slightly, allowing it to reflow into a smooth, glossy finish. No other common filament material offers this post-processing option.
ABS post-processing options:
- Sanding and priming (standard)
- Acetone vapor smoothing (glossy, seamless finish)
- Machining and drilling (dimensionally stable)
- Painting (excellent paint adhesion)
- Gluing with ABS cement or acetone (strong bonds)
The Challenge with ABS: Warping and Print Environment
ABS’s main printing difficulty is warping. As ABS cools, it contracts — and because different parts of a print cool at different rates, internal stresses build up that pull corners and edges off the print bed. This is the most common cause of failed ABS prints.
Managing ABS warping requires:
- An enclosed print chamber that maintains elevated ambient temperature during printing
- A heated bed at 80–110°C to keep the base warm and improve adhesion
- Draft-free environment — even air conditioning airflow across an open printer causes warping
- Brim or raft for parts with large flat surfaces or sharp corners
GFac’s enclosed FFF systems — particularly the G610 and GM1000 — provide the controlled thermal environment that ABS requires for consistent results on large parts.
ABS also produces fumes during printing. The styrene component releases volatile organic compounds (VOCs) that require proper ventilation. Industrial users should ensure adequate air filtration or print-room ventilation.
Where ABS Falls Short vs. PLA and PETG
- Harder to print — requires enclosure, heated bed, and careful temperature management
- Lower maximum print speed than PLA
- Not chemical resistant — attacked by many ketones, esters, and aromatic solvents
- Not waterproof — absorbs some moisture over time (though far less than nylon)
- VOC emissions require ventilation management
ABS Real-World Applications
- Automotive interior trim prototypes and housings
- Electronics enclosures and consumer product housings
- Bicycle helmets and sports equipment inserts
- Industrial tooling and jigs requiring heat stability
- Parts destined for acetone smoothing or high-quality paint finish
- Functional brackets and mounts in warm environments
What Is PETG? Properties, Strengths, and Limitations
Definition: PETG (Polyethylene Terephthalate Glycol-modified) is an engineering thermoplastic that modifies standard PET — the plastic used in water bottles — with glycol to improve clarity, reduce brittleness, and enhance printability. It occupies a unique middle ground between PLA’s ease and ABS’s durability.
PETG Material Properties
| Property | Value |
|---|---|
| Print temperature | 220–250°C |
| Bed temperature | 60–80°C |
| Tensile strength | >51 MPa |
| Heat deflection temperature | ~70–80°C |
| Max recommended print speed | Up to 200mm/s |
| Shrinkage | Low |
| Moisture sensitivity | Moderate (hygroscopic) |
| Biodegradable | No |
| Chemical resistance | Good |
| Water resistance | Excellent |
Why PETG Has Become the Engineer’s Default All-Rounder
PETG has the highest tensile strength of the three materials (>51 MPa vs. ABS’s >43 MPa and PLA’s 40–60 MPa at the higher end). It combines this with chemical resistance that ABS lacks, moisture and water resistance superior to both PLA and ABS, and a heat deflection temperature between the two — better than PLA, slightly lower than ABS.
Critically, PETG achieves this without the warping behavior that makes ABS difficult to print. It doesn’t require a sealed enclosure, doesn’t emit significant fumes, and adheres reliably to glass, PEI, and most print surfaces with a mild bed temperature.
This combination — better mechanical strength than PLA, better printability than ABS, good chemical and water resistance — makes PETG the default choice for functional parts that need to perform reliably without demanding specialized printing conditions.
PETG excels in:
- Moisture resistance (genuinely waterproof for most applications)
- Chemical resistance (resistant to many dilute acids and bases)
- Impact toughness (flexible enough not to shatter)
- Layer-to-layer adhesion (often better inter-layer strength than PLA or ABS)
- Food-contact safety in certain manufacturer-certified grades
PETG Printing Challenges
PETG is not without quirks. Its tendency to string — leaving thin filament threads between features during travel moves — is more pronounced than PLA and requires retraction tuning. It also sticks very aggressively to glass beds, occasionally too aggressively; a light release agent or PEI surface avoids parts bonding permanently.
The most overlooked PETG issue is moisture absorption. PETG is hygroscopic — it absorbs water vapor from ambient air. Moisture-saturated PETG produces:
- Surface bubbling and rough texture
- Audible popping during extrusion
- Reduced tensile strength from poor layer bonding
- Dimensional inconsistency
Store PETG in sealed bags with desiccant. Dry it in a filament dryer or oven at 65°C for 4–6 hours before printing if it’s been exposed to air for more than a day or two.
Where PETG Falls Short vs. ABS
- Lower heat deflection temperature than ABS (~70–80°C vs. ~100°C)
- Cannot be acetone-smoothed (ABS’s unique advantage)
- Stringing requires careful retraction calibration
- Not as rigid as ABS under sustained mechanical load
PETG Real-World Applications
- Medical device prototypes and anatomical models (biocompatible grades)
- Automotive parts exposed to moisture — under-body brackets, fluid-handling components
- Electronic enclosures in moderate-temperature environments
- Outdoor signage and display structures in temperate climates
- Food and beverage industry fixtures (food-safe certified grades)
- Water-resistant containers, ducts, and housings
- Parts requiring clear or translucent finishes (PETG prints with excellent optical clarity)
PLA vs ABS vs PETG: The Complete Head-to-Head Comparison Table
| Property | PLA | ABS | PETG |
|---|---|---|---|
| Print Temperature | 190–230°C | 220–270°C | 220–250°C |
| Bed Temperature | 50–70°C | 60–80°C (80–110°C optimal) | 60–80°C |
| Tensile Strength | 40–60 MPa | >43 MPa | >51 MPa |
| Heat Deflection Temp | ~55–60°C | ~80–100°C | ~70–80°C |
| Max Print Speed | 350mm/s | 200mm/s | 200mm/s |
| Warping Risk | Very low | High | Low |
| Enclosure Required | No | Yes (strongly recommended) | No |
| VOC Emissions | Minimal | Moderate (ventilate) | Minimal |
| Moisture Resistance | Low | Moderate | Excellent |
| Chemical Resistance | Poor | Moderate | Good |
| Impact Resistance | Moderate | High | High |
| Biodegradable | Yes | No | No |
| Acetone Smoothing | No | Yes | No |
| Surface Finish (as-printed) | Excellent | Good | Very good |
| Post-processing ease | Easy | Very good (sandable, smoothable) | Good |
| Typical filament cost | Lowest | Moderate | Moderate |
| Beginner suitability | Excellent | Moderate (requires enclosure) | Good |
| Best for | Prototypes, creative, display | Functional parts, heat exposure | Functional parts, moisture/chemicals |
The Specific Situations Where Each Material Wins
When PLA Is the Right Choice
Choose PLA when:
- You need the fastest print speed for high-volume production
- Heat exposure won’t exceed 50–55°C in service
- The part is for display, prototyping, creative, or educational use
- You’re printing on an open-frame machine without an enclosure
- Color accuracy and surface quality are priorities
- You want the easiest, most reliable first print with a new machine or design
PLA wins for: Museum props, architectural models, consumer product appearance prototypes, large display structures, rapid iteration cycles where designs are changing frequently.
When ABS Is the Right Choice
Choose ABS when:
- Operating temperature will exceed 70°C
- The part will be acetone-smoothed for a production-quality surface finish
- Impact resistance in a rigid part is critical
- You have an enclosed printer and proper ventilation
- The part will be machined, drilled, or bonded with solvent cement after printing
ABS wins for: Automotive interior housings, electronics enclosures in warm environments, functional brackets near heat sources, tooling aids that require machining, parts destined for high-quality paint finishes.
When PETG Is the Right Choice
Choose PETG when:
- The part will be exposed to moisture, humidity, or water
- Chemical resistance is needed (dilute acids, oils, cleaning agents)
- You want better mechanical strength than PLA without ABS’s printing difficulty
- Operating temperature sits between 60–75°C
- The application is medical, food-adjacent, or requires biocompatible-grade material
- Optical clarity matters (PETG prints clear and translucent beautifully)
PETG wins for: Outdoor parts in moderate climates, medical prototypes, water-resistant containers and housings, under-body automotive components, food industry fixtures.
How Print Settings Differ: PLA vs ABS vs PETG in Practice
Understanding why the settings differ helps you troubleshoot problems when they arise.
Temperature Differences Explained
PLA melts at lower temperatures (190–230°C) because its molecular structure has lower cohesion than ABS or PETG. ABS requires higher temperatures (220–270°C) to achieve sufficient flow for good layer bonding. PETG sits between them (220–250°C) with high melt viscosity — it flows well but remains thick, which is why stringing occurs if retraction isn’t tuned.
Why ABS Needs an Enclosure and PLA Doesn’t
ABS has a high coefficient of thermal expansion. As it cools during printing, it contracts significantly — and uneven cooling across a part creates internal stresses that pull edges off the bed (warping). An enclosed chamber keeps ambient temperature elevated throughout the print, reducing the thermal gradient and allowing ABS to cool slowly and evenly.
PLA has a much lower coefficient of thermal expansion and cools quickly with minimal shrinkage — making it highly warp-resistant even on open machines.
PETG shrinks less than ABS, and its moderate melt viscosity means it bonds well to the bed and previous layer without building up the same internal stresses.
Speed Differences: Why PLA Prints Faster
PLA’s melt viscosity is lower than PETG and ABS at comparable temperatures, meaning it flows through the nozzle more readily at high speeds. At 350mm/s (GFac G500pro and GM1000 FFF systems), PLA produces clean consistent layers. ABS and PETG at those speeds tend to show under-extrusion or poor layer bonding because the material can’t flow fast enough through the hot end to keep up with nozzle movement.
Beyond the Three: When PLA, ABS, and PETG Aren’t Enough
PLA, ABS, and PETG cover the majority of desktop and light industrial applications. But there are performance ceilings above which you need to step up.
PLA-CF (Carbon Fiber PLA) — when you need PLA’s printability with significantly higher stiffness (65 MPa tensile strength). Ideal for jigs, fixtures, and structural prototypes. Requires hardened steel nozzle.
ASA (Acrylonitrile Styrene Acrylate) — ABS’s heat-resistant cousin with dramatically improved UV stability. The better choice over ABS for outdoor applications.
PA+GF (Nylon + Glass Fiber pellets) — when heat resistance needs to reach 150°C and the application involves cyclic mechanical loading. Available in GFac’s FGF pellet systems.
PC+CF (Polycarbonate + Carbon Fiber) — aerospace and structural applications requiring high rigidity at elevated temperatures.
For industrial-scale production where parts exceed the economics of filament — large automotive molds, architectural components, marine structures — the switch to FGF pellet printing systems becomes the logical step. Pellets cost 40–60% less per kilogram than equivalent filament, and GFac’s FGF systems scale up to 3500×2400×1000mm build volumes.
Browse all 3D printing materials including FGF pellet options
Common Mistakes When Choosing Between PLA, ABS, and PETG
These are the errors that appear repeatedly when engineers and designers choose material without working through a systematic framework.
1. Choosing PLA for any outdoor application
PLA begins deforming above 55–60°C. In summer sun, car interiors, or warm climates, PLA parts fail within days to weeks. Use PETG for moderate outdoor conditions or ASA/ABS for applications requiring UV stability.
2. Attempting ABS on an open-frame printer
Warping isn’t a settings problem when the root cause is an unenclosed print environment. No combination of brim, adhesive, or bed temperature fully compensates for ambient temperature variation on an open machine printing large ABS parts.
3. Ignoring PETG moisture sensitivity
PETG from a freshly opened dry bag prints beautifully. PETG left on an open spool holder in a humid environment for a week produces surface defects and reduced part strength. Always dry PETG before critical prints.
4. Using standard brass nozzles for CF/GF-filled variants
PLA-CF, ABS+GF, PETG+GF — any glass or carbon fiber-filled filament rapidly erodes brass nozzles. Hardened steel is mandatory. Ignoring this means nozzle replacement after every few hundred grams of filled material.
5. Comparing tensile strength numbers without considering impact behavior
ABS has lower tensile strength than PETG on paper but handles impact better due to its molecular structure. For parts that need to survive drops or sudden loads, ABS often outperforms PETG despite the spec sheet suggesting otherwise.
6. Printing PETG too fast
PETG’s high melt viscosity means fast print speeds produce under-extrusion and poor layer adhesion. Keep PETG below 200mm/s, especially for structural parts where inter-layer bond strength matters.
Industry-Specific Material Guidance
Automotive Prototyping
- Appearance models, interior trim mockups: PLA (speed, color range, paint adhesion)
- Functional brackets near heat sources: ABS
- Under-body components, fluid exposure: PETG or PA+GF pellets for production scale
Medical and Healthcare
- Anatomical models for surgical planning: PLA (non-critical) or biocompatible PETG
- Device housings: PETG (chemical resistance to cleaning agents)
- Sterilizable tooling: PESU+CF pellets via FGF systems
Architecture and Display
- Scale models, maquettes: PLA
- Outdoor architectural elements: ASA or PP+GF pellets
- Large exhibition structures: PLA or ABS via large-format FFF printers
Electronics and Consumer Products
- Prototype housings: PLA for appearance, ABS for functional
- Production housings in warm environments: ABS
- Enclosures with moisture exposure: PETG
Marine and Outdoor
- Freshwater/saltwater-exposed components: PP+GF pellets (FGF)
- Moderate outdoor display components: PETG
- UV-exposed outdoor parts: ASA (not standard ABS or PLA)
PLA vs ABS vs PETG: Cost Comparison
| Cost Factor | PLA | ABS | PETG |
|---|---|---|---|
| Typical price per kg (standard grade) | $15–$25 | $20–$35 | $20–$35 |
| Specialty grades (CF, matte, wood fill) | $25–$60 | $30–$55 | $30–$55 |
| Waste from failed prints | Low (easy printing) | Moderate to high (warping risk) | Low to moderate |
| Post-processing material cost | Primer, paint | Acetone, primer, paint | Primer, paint |
| Nozzle wear | Low (standard brass fine) | Low (standard brass fine) | Low (standard brass fine) |
| Total cost of ownership | Lowest | Moderate (failed print risk) | Moderate |
ABS’s real cost risk comes from failed prints — a large ABS part that warps off the bed halfway through represents both material waste and machine time. Consistent enclosure use and proper bed preparation reduce (but don’t eliminate) this risk.
Learn more about GFac’s industrial 3D printing solutions and available materials
FAQ: PLA vs ABS vs PETG Questions Answered
Q1: Is PETG stronger than PLA?
Yes, in terms of tensile strength. PETG exceeds 51 MPa, while PLA ranges from 40–60 MPa depending on formulation and print quality. More importantly, PETG is tougher — it flexes under impact rather than fracturing, which PLA is prone to doing in thin-walled parts.
Q2: Is ABS or PETG better for outdoor use?
Neither is the ideal outdoor material for long-term UV exposure. PETG handles moisture well and performs adequately in moderate outdoor conditions. ABS degrades under UV over time. For long-term outdoor applications, ASA (a UV-stabilized ABS alternative) is the better choice.
Q3: Can I print PETG without an enclosure?
Yes. PETG doesn’t require an enclosure. It prints reliably on most open-frame printers with a heated bed at 60–80°C. This is one of PETG’s key advantages over ABS.
Q4: Why does ABS warp and PLA doesn’t?
ABS has a significantly higher coefficient of thermal expansion than PLA. As ABS cools, it contracts more — and uneven cooling across a part creates differential shrinkage stress that pulls edges off the bed. PLA shrinks minimally during cooling, so it stays flat.
Q5: Is PLA food safe?
Standard PLA filament is derived from food-based starches, but food safety in printed parts depends on the filament grade, colorants used, layer porosity (bacteria can harbor in micro-gaps), and nozzle material. Some manufacturers offer food-safe certified PLA grades. PETG food-safe grades are generally more reliably certified for food contact.
Q6: What’s the easiest material to sand and paint?
ABS sands and paints the most easily. It responds well to primer and paint adhesion, can be acetone-smoothed to remove layer lines, and is mechanically stable during sanding. PLA sands well but can melt from friction heat if aggressive sanding is used. PETG is harder to sand smoothly due to its tendency to smear rather than cut cleanly.
Q7: Which material has the best layer adhesion?
PETG typically produces the strongest inter-layer bonding of the three, making it the best choice for parts where delamination under load is a concern. ABS can achieve excellent layer adhesion inside an enclosed printer. PLA layer adhesion is good but slightly lower than PETG under optimal conditions.
Q8: Can I mix PLA and ABS in the same print?
Not directly — they have incompatible print temperatures and don’t bond well to each other. Multi-material prints combining PLA and ABS require a printer with independent temperature control for each material zone and careful parameter management. In practice, it’s rarely done.
Q9: Which is better for flexible or snap-fit parts?
PETG. Its combination of tensile strength and slight flexibility makes it ideal for snap-fit connectors, hinged components, and parts that need to flex repeatedly without fatigue failure. PLA is brittle in thin snap-fit geometries. ABS can work but may fatigue crack over many cycles.
Q10: When should I stop using filament and switch to pellets?
When part volume exceeds a few kilograms per print session, material cost savings from FGF pellets become significant. When build volume exceeds what any FFF filament machine can achieve (beyond ~1000×1000×1000mm), pellet-based FGF systems are the only practical option. GFac’s FGF pellet printing systems handle build volumes up to 3500×2400×1000mm using the same base polymers as filament at significantly lower cost per kilogram.
Key Takeaways
- PLA is the easiest to print, fastest, and best for display and prototype work where heat isn’t a concern — choose it when speed and simplicity matter most
- ABS delivers genuine heat resistance (~100°C) and impact toughness, but requires an enclosed printer and ventilation — worth the effort for functional parts in warm environments
- PETG has the highest tensile strength of the three, excellent moisture and chemical resistance, and prints without an enclosure — the best default for functional parts where heat won’t exceed ~75°C
- Warping is an ABS-specific challenge driven by thermal expansion — manage it with enclosures, not willpower
- PETG must be dried before printing after air exposure — moisture causes surface defects and reduced strength
- For production-scale large parts, the switch from filament to FGF pellets reduces material costs by 40–60% while accessing the same polymer families
- Post-processing favors ABS (acetone smoothing, excellent paintability); appearance-quality favors PLA; chemical resistance favors PETG
- There’s no single best material — the right choice depends entirely on operating temperature, mechanical loads, environment, and printing setup
Ready to Print the Right Material for Your Application?
Material selection is the foundation of every successful print. Getting it right the first time avoids failed prints, scrapped parts, and wasted machine time. If you’re scaling from desktop prototyping to production-scale large-format printing — or evaluating FGF pellet systems for industrial manufacturing — the GFac team can help you match material specifications to your exact application and production requirements.